复合加工的手段必将呈现多样化,机床通过采用模组化设计原理,可将不同种类的磨头以及采用其他金属加工手段的装置结合在一起,打造出各种数控复合磨床。
数控复合磨床可以通过一次装夹就完成零件的内圆、外圆、端面、锥面等的复合磨削加工,具有高效率、高精度、操作方便等特点,机床的组合性强,可以安装ATC砂轮库、APC交换工作台、AMS自动测量系统及机械手等功能部件,易实现自动化生产。
磨床特点:
◆床台位移及进给方式
床台左右位移及砂轮头进给全以手动操作。
床台左右位移油压驱动,砂轮头进给手动操作。
床台左右位移油压驱动,砂轮头纵向快送及快回,进给手动操作。
床台左右位移油压驱动,砂轮头纵向快送、快回,进给自动操作。
加装自动定寸装置。
◆导轨
V平轨道结合之设计,确保研磨时之稳定。
◆C1级滚珠螺杆
因静压润滑特色,可降低摩擦交互影响,并可增加刚性和定位精确度,较小进给在0.1um内。
◆手工铲花
导轨接触面经由精密手工铲花,以及润滑油系统降低金属摩擦,确保高精度与轴向的耐磨性。
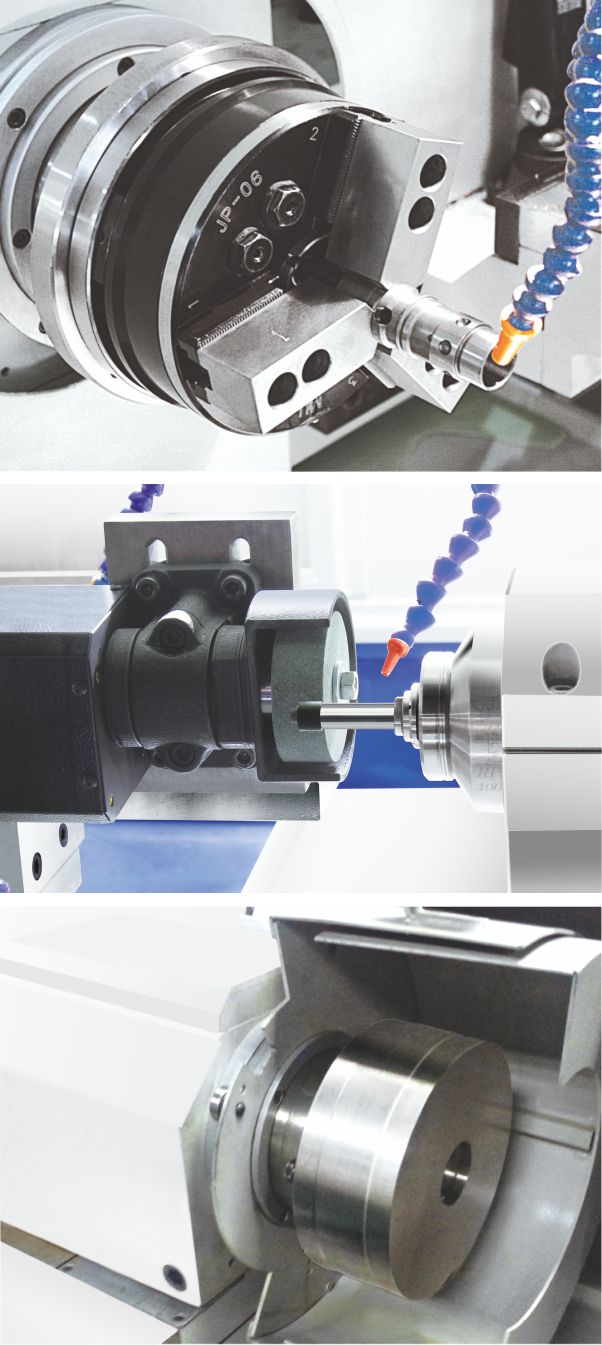
◆精准主轴
砂轮主轴皆使用高级超合金钢(SNCM-439)经正常化、回火、渗碳硬化和深冷处理(低于摄氏零度以下)。硬度大于HRC62°再经精密研磨:粗磨、中磨、细磨和抛光。抛光是为了确保超精密的表面,提升并稳定主轴寿命,在使用期间保证不变形。
◆导轨
导轨接触面径由精密手工铲花,以及润滑系统降低金属磨擦,确保高精度与轴向移动的耐磨性。搭配有独立时间控制的润滑系统,使床台摩擦系数降到较小。
◆主轴头(特殊配件)
可安装回转缸,并可配合不同的工作的夹治具设计以方便不同工件的研磨。
◆滚轮式修砂轮装置(CNC系列选配)
|
内径主轴转速(副表一) |
|
孔径 |
转速 |
主轴 |
备注 |
|
Ф 6-Ф8 |
6000 |
电主轴 |
必选 |
|
Ф8 -Ф13 |
5000 |
电主轴 |
必选 |
|
Ф13-Ф16 |
4000 |
电主轴 |
可选机械主轴 |
|
Ф16 -Ф25 |
3000 |
机械主轴 |
|
|
Ф25-Ф40 |
2000 |
机械主轴 |
|
|
内径研磨砂轮尺寸选择(副表二) |
|
工件内孔直径 |
砂轮直径 |
工件内孔直径 |
砂轮直径 |
|
Ф12-Ф17 |
10 |
Ф45-Ф55 |
40 |
|
Ф17-Ф22 |
15 |
Ф45-Ф55 |
50 |
|
Ф22-Ф27 |
20 |
Ф55-Ф70 |
65 |
|
Ф27-Ф32 |
25 |
Ф70-Ф80 |
75 |
|
Ф32-Ф45 |
30 |
Ф80-Ф100 |
|
Ф40 -Ф80 |
1000 |
机械主轴 |
|